
I sin enklaste form är TAK-värdet detsamma som relationen mellan verklig produktion och den teoretiskt möjliga produktionen under samma tidsenhet.
För att nå ett värde på 100% krävs att utrustningen har producerat felfria produkter med full hastighet från det att skiftet började till dess det slutade. Ingen fabrik når hundra procent utan det är avståndet till det optimala som är intressant.
Syftet med TAK-värdet används för att för att visa på produktionens potential till förbättringar och ger ett faktabaserat underlag till förbättringsarbetet. Den tjänar också som ett gemensamt mätvärde för produktion och underhåll.
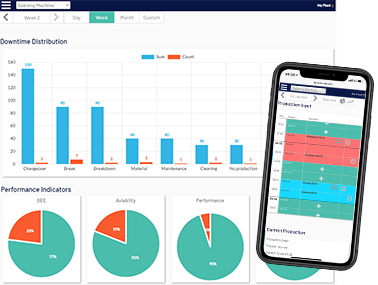
TAK-mätningen bygger på en korrekt stopptidsuppföljning. Detta kan ske manuellt eller med hjälp av automatiska system i olika nivåer. Se separat artikel om att välja OEE system
TAK är en förkortning för Tillgänglighet, Anläggningsutbyte och Kvalitetsutbyte. På engelska heter OEE vilket står för Overall Equipment Efficiency
Använd nedanstående formulär för att beräkna er anläggningseffektivtet.
Utgå ifrån en viss tidsperiod, tex. en vecka eller en månad och byt ut innehållet i de förskrivna fälten. Om ni har en tydlig flaskhals räknar ni på den, annars på hela anläggningen.
Exempel i de förskrivna fälten: Presslinjen vid Test AB körs på två-skift med en skifttid på 76 timmar per vecka. Under vecka 42 producerades 8200 artiklar varav 35 underkändes i kvalitetskontrollen. Pressen har av olika orsaker stått stilla under 18 timmar under perioden. Man mäter cykeltiden på pressen. När allt går som det ska kan man producera 200 artiklar per timme.
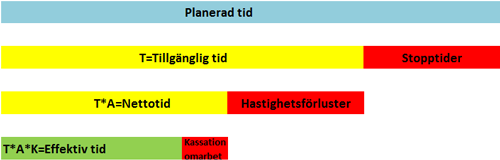
TAK = OEE= Verklig produktion / Teoretiskt maximal produktion = Tillgänglighet x Anläggningsutbyte x Kvalitetsutbyte
Den teoretiska möjliga produktionen är den samma som om utrustningen hade producerat med köpt kapacitet hela tiden från det att skiftet startade till dess dess personalen stämplade ut vid dagens sista skift.
Tillgänglighet (Availability ratio)
- Hur stor andel av den planerade drifttiden som anläggningen verkligen producerade. Här räknas alla planerade och oplanerade stopp in. Stoppen kan vara produktionsberoende (ex. ställtider), underhållsberoende (planerat och oplanerat underhållsarbete) eller resursberoende (ex. personalbrist). Den enda tiden vi räknar bort är orderbrist.
Anläggningsutbyte (Performance Ratio) - Utebliven produktion pga att anläggningen körts med för låg takt liksom småstopp som inte registrerats
Kvalitetsutbyte (Quality Ratio)- Hur stor andel av produktionen som måste kasseras eller omarbetas
Oskar Olofsson
Ladda ner OEE-kalkylatorn i Excelformat
Anmäl dig till vårt nyhetsbrev så får du

Oskar Olofsson
Ny bok - Bästa kända ledarskap!
Intressant, viktigt och lättläst, lätt att begripa och förstå!
Boken kommer bli en handbok för mig i framtiden
Bästa Kända Arbetssätt
Jag plöjde igenom boken på två dagar, hade sträckläst den om jag inte börjat så sent första kvällen.
Jag gillar den verkligen, det är ett enkelt språk och ett bra verktyg.
Lyckas med 5S
Boken tycker jag är toppen, har varit min mentor i lean arbete.
Vi har mycket nytta av din bok. Vi arbetar sedan länge med 5S i våra verkstäder och håller nu på att föra in detsamma i våra kontor

Succeeding With Lean Leadership

Succeeding With 5S

Succeeding With Standardized Work