
Maximize productivity on any device with our portable, user-friendly OEE software. Get started today with a free trial!
OEE SoftwareIn this article we will examine two methods of introducing Lean thinking in a maintenance operation. Improvement of maintenance is often an area which is neglected, which is unfortunate since unforeseen disruptions of production complicate all the other lean efforts.
The first method we will examine is TPM which was developed independently but is now considered a part of Lean Manufacturing. The purpose of TPM is to provide uninterrupted production by improving communication between production and maintenance.
The reason for this is that the increased level of automation in industry has led to operators losing contact with- and knowledge of- their machinery. As a result, initial indications of an imminent fault were not detected in time and the problems were not permanently resolved. This phenomenon cannot be eradicated by mere preventitive maintenance, since far too much damage can occur between maintenance intervals.
By training the operators and involving them in the care of the equipment, the maintenance department is able to focus on the more advanced maintenance and on improvements to the machinery. The result is more interesting tasks for all and the creation of an upward spiral for improved efficiency.
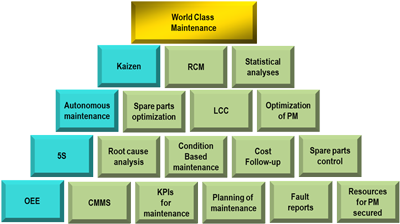
Picture. The maintenance pyramid –a way of visualising TPM and Lean Maintenace
When to use TPM?
The aim of TPM is to improve productivity and reliability in production. This means that the concept is particularly suitable for automated and/or maintenance-intensive industries. Organisations where production is more manual and where market demand drives production, should initially choose other areas of Lean Manufacturing.
Is it economically defensible?
TPM projects usually make good financial sense because:
1. Investments can be postponed because the existing equipment is better utilised
2. Production costs decrease as each operator produces more per hour
3. Costs due to breakdowns decrease
4. Production and sales increase (assuming the demand exists, of course)
In addition to these economic factors there are the less measurable effects, for example increased commitment of personnel, job satisfaction and an increased level of knowledge.
Fundamental for TPM is functioning OEE measurement. OEE gives a common measure of production and maintenance and allows common goals. The potential for improvement can be clearly defined and the choice of the available tools can be made on factual evidence.
Once the measurement is in place a 5S programme is often initiated. 5S creates a systematic approach to the care of equipment and increased cleanliness produces better reliability. The introduction of 5S often gives a measurable improvement of 10% in productivity.
Perhaps the most typical tool for TPM is the introduction of operator maintenance. By this is meant primarily that the simpler tasks such as inspection, checks and adjustments are carried out by the operators. A maintenance schedule is drawn up and tasks are rated by their level of severity. For operator maintenance to function demands that the operators are trained, have the right equipment and time is set aside for its implementation. The effect is increased motivation of personnel and improved reliability.
Following on from this, improvement groups are usually appointed in line with the Kaizen concept. The aim is to systematically improve the facility - across all functions - based on facts.
While production staff are learning more and are increasingly involved with the management and improvement of equipment, the tasks of the maintenance staff should also be developed in parallel. The aim should be to deliver an ever-improving reliability at steadily reducing cost. This process is known as Lean Maintenance.
For example, let us question preventive maintenance critically: Often preventitive measures are taken as force of habit, without considering the facts. There is a risk that new problems are introduced instead of the equipment being improved. Frankly, wear parts should be the only components which require replacement on a regular basis. Other failures are more random and should be replaced based on inspections. With certain non-critical items it would be preferable to allow them to fail, rather than change them before it is necessary. An everyday example is light bulbs.
Other aspects of cost-efficient maintenance are:
To summarise: Tasks which ensure reliability are far too important to be the responsibility of only the maintenance department. Instead, production and maintenance need to jointly agree on a strategy that should be agreed off with top management, preferably as a part of an overall lean initiative.



Succeeding With Lean Leadership

Succeeding With 5S

Succeeding With Standardized Work